-
tel: +86 18961855618
-
email: vivian@zcmachinery.com

Beam roll forming machine








Beam roll forming machine

The whole line includes the decoiler, roll forming machine, cutting blade, automatic conveyor, re-forming machine, output table , electric system, etc. Please contact us if you want to learn more details of this kind of machine.
A. Main data
- Material specification:thickness 1.2-2.0mm,strength yield≤G300MPa
- De-coiler:5T manual decoiler
- Working speed:0-12M/min
- Roller step:30 steps
- Roller material: GCr15 quenching treatment HRC 58-62°
- Main shaft material: 45# high quality steel with thermal refining treatment.
- Main shaft diameter: ¢85 mm
- Main motor power:22KW
- Structure mode:Column structure, gearbox drive
- Hydraulic station motor power:5.5 KW
- Electronic system:The whole line use PLC to control, PLC is Siemens PLC.
- Width adjustment: Automatic adjustment
- Cutting mode:Saw cutting
- Machine size: 16000x1300x1200mm (LxWxH) (main roll forming machine size)
- Need 2x40HQ container
- Color: Blue and orange ( or customized)
- Main technical parameters:
Input strip coil width: 150-350mm (according to final design)
Strip coil thickness: 1.2-2.0mm
Strip coil material: Q345 Cold rolled steel coil, hot dip galvanized steel coil
Roll forming speed: 0-12m/min
The minimum rolling piece length: 1000mm
The rolling piece straightness tolerance: 1.0-1.5mm /1500 mm
The rolling piece angle tolerance: ≤±1.5/1000mm
The rolling piece cutting length tolerance: 10m±1.5mm
Process for Fully automatic Beam roll forming machine:
5T manual decoiling→Roll forming → Straightening → cutting → Runout table
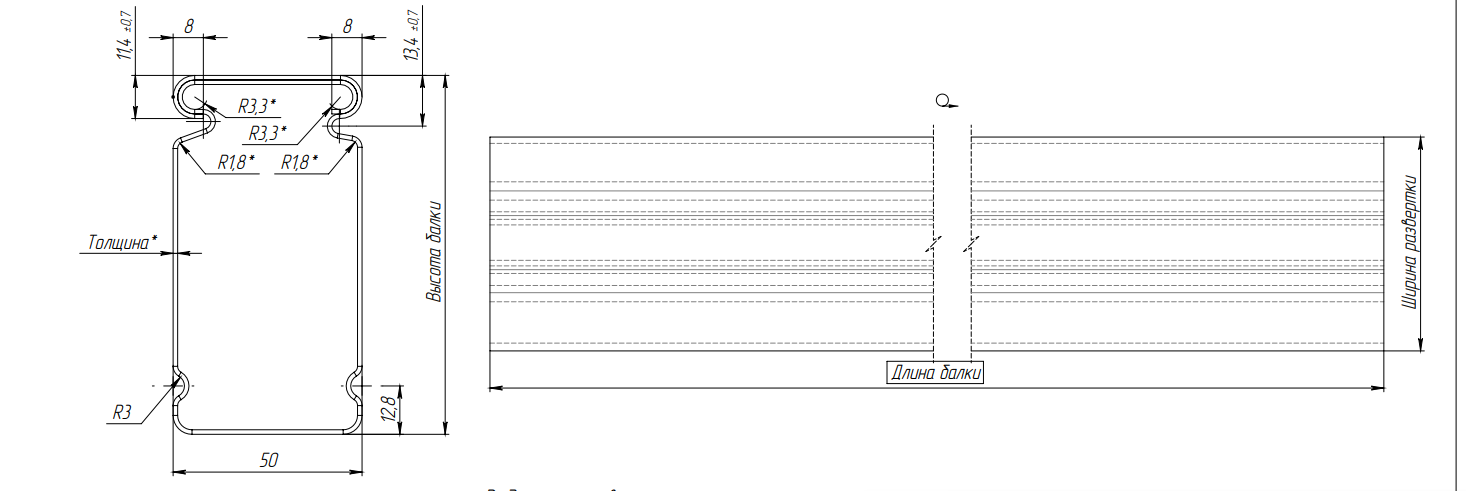
Profile of the end product:
- Description for main equipments:
5T manual decoiling machine:
Coil inner diameter: φ508mm;
Inner diameter tension range: ф480-520 mm;
Coil max outer diameter: φ1300mm;
Loading capacity: ≤5T;
Picture for reference:
The main roll forming machine:
Main technical parameters:
Main motor power: 22KW
Forming steps: 30 steps
Forming speed:0- 12m/min
Roller material: GCr15, with quenching hardness HRC58-62°
Roll forming machine structure: with Steel housing structure, by gear boxes driving;
Main shaft diameter: ¢85mm
Pictures for reference
Main machine structure and characteristics:
a. Fast change the specifications: all specifications can be with stepless changing automaticaly by computer controlling, any specification changing time only takes 5 minutes; is is adopted with the left side is fixed.
b. Adjustable: within the strip width, any size can be adjusted, it can be adjusted in mm.
c. It is adopted with the same one machine to produce all specifications, it can be adjusted by PLC automatically and steplessly. When changing the specifications, there is no need to change the forming rollers. The production process is adopted with automatic controlling, which can automatically punch, cut and roll form according to the input length and quantity parameters.
Electric controlling system:
It is adopted with Siemens 7” touch screen; Germany Siemens PLC; Japanese Yaskawa Frequency converter; and Schneider Low voltages.
a. The whole line adopts with PLC controlling, LCD touch screen, human-machine interface (HMI). it can realize the interaction between human and PLC. The operator can automatically operate through the set program (programmable control), monitor the control process, modify the control parameters, and can monitor the equipment running status, operating parameters and fault indications in real time. The length is digitally set and can be adjusted.
b. It can operate by manual/automatic modes. With manual and automatic exchanging function: In the manual state, it can run the individual single machine, which is convenient for maintenance; in the automatic state, to have the full production line running; with emergency stop button, it is easy to handle the emergency, and ensure equipment and operators Safety.
c. There is a manual operation panel near the machine to facilitate the worker's operation.






















































CONTACT US
Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.